Genmitsu iMaticBox-02 PWM רעלע קאָנטראָללער מאָדולע

באַניצער גייד
iMaticBox-02 PWM רעלע קאָנטראָללער מאָדולע
ברוכים הבאים
דאנק איר פֿאַר פּערטשאַסינג די Genmitsu iMaticBox-02 PWM רעלע קאָנטראָללער מאָדולע פֿאַר קנק ראַוטער פֿון SainSmart. פֿאַר טעכניש שטיצן, ביטע בליצפּאָסט אונדז אויף support@sainsmart.com
הילף און שטיצן איז אויך בנימצא פון אונדזער פאַסעבאָאָק גרופּע. (SainSmart Genmitsu CNC יוזערז גרופע)
יבערקוקן QR קאָד צו געפֿינען אינפֿאָרמאַציע.
זיכערקייַט גיידליינז
- ביטע לייענען די מאַנואַל קערפאַלי איידער ינסטאָלינג, קאַמישאַנינג און אַפּערייטינג די פּראָדוקט.
- PWM סיגנאַל און אַנאַלאָג סיגנאַל ינטערפייסיז קענען בלויז זיין געוויינט סעפּעראַטלי, אויב איר נוצן זיי אין דער זעלביקער צייט עס איז אַ ריזיקירן פון שעדיקן.
- די מאַקסימום אַרייַנשרייַב וואָלtagE פון 0-10 וו אַנאַלאָג סיגנאַל זאָל נישט יקסיד 10 וו, אויב עס יקסידז 10 וו, עס וועט שעדיקן די קאָנטראָל ברעט.
- ביטע פאַרבינדן די מאַכט צושטעלן און אנדערע קייבאַלז ריכטיק לויט די ינסטראַקשאַנז אין די מאַנואַל, שטרענג פאַרווערן אַנפּלאַגינג אָדער ווייאַלאַנטלי דיסאַסעמבאַל די טערמינאַלס, און ענשור אַז אַלע קאַנעקשאַנז זענען פעסט און פאַרלאָזלעך.
- שטענדיק דיסקאַנעקט די מיטל פון די מאַכט מקור ווען עס איז נישט געניצט פֿאַר לאַנג אָדער ווען עס איז אריבערגעפארן.
- דעם פּראָדוקט זאָל זיין געניצט אין אַ טרוקן סוויווע צו ויסמיידן הויך טעמפּעראַטור, הומידיטי און היציק ווייבריישאַן, קלאַפּ.
- דו זאלסט נישט נוצן ומפּאַסיק קייבאַלז צו פאַרבינדן צו די רעלע ס מאַכט ווענטיל.
ספּעסאַפאַקיישאַנז
| מאָדעל נאָמען | iMaticBox-02 |
| פּראָדוקט נאָמען | סמאַרט פּוום רעלע קאָנטראָללער מאָדולע פֿאַר קנק ראַוטער |
| קאַנסאָול מאַכט צושטעלן וואָלtage | 12 וואָע |
| PWM סיגנאַל Ampליטוד אַרייַנשרייַב | 5VDC |
| פּוום קאָנטראָל אָפטקייַט | 1K הז |
| מינימום אויף PWM פליכט ציקל | 0.5% |
| אַנאַלאָג וואָלtagE קאָנטראָל | 0-10 וואָע |
| מינימום קער-אויף וואָלtage | 0.1V |
| אַק אַרייַנשרייַב | 110 וואַק 60 הז I 220 וואַק 50 הז |
| אַק רעזולטאַט | 110 וואַק 60 הז I 220 וואַק 50 הז |
| אַק מאַקסימום רעזולטאַט | 10 א |
| אַרבעט ענטפער צייט | 250ms |
| אַפּערייטינג טעמפּעראַטור | -20°C צו 85°C |
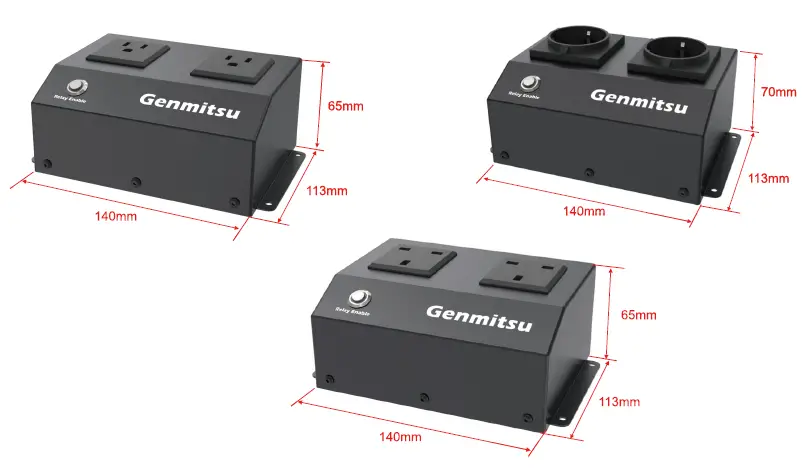
| קוילעלדיק דימענשאַנז | 140 X 113 X 65 מם |
| וואָג | 579 ג |
ויסמעסטונג
ונבאָקסינג
- G IMaticBox-02 רעלע קאָנטראָללער מאָדולע (יו. עס. / דזשפּ / אי.יו. / וק)

- מאַכט צושטעלן (יו. עס. / JP / EU / וק)

- 1.5 ם סיגנאַל קאַבלע א

- 1.5 ם סיגנאַל קאַבלע ב

- 1.5 ם סיגנאַל קאַבלע C

- 1.5 ם סיגנאַל קאַבלע ד

- 1.5 ם סיגנאַל קאַבלע E

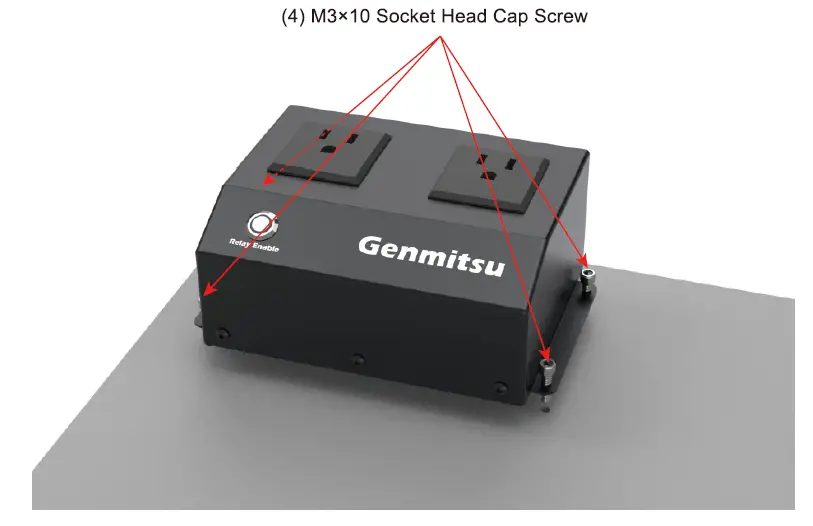
- (4) מ3קס10 סאָקקעט קאָפּ קאַפּ שרויף

- Allen Wrench

- באַניצער מאַנואַל
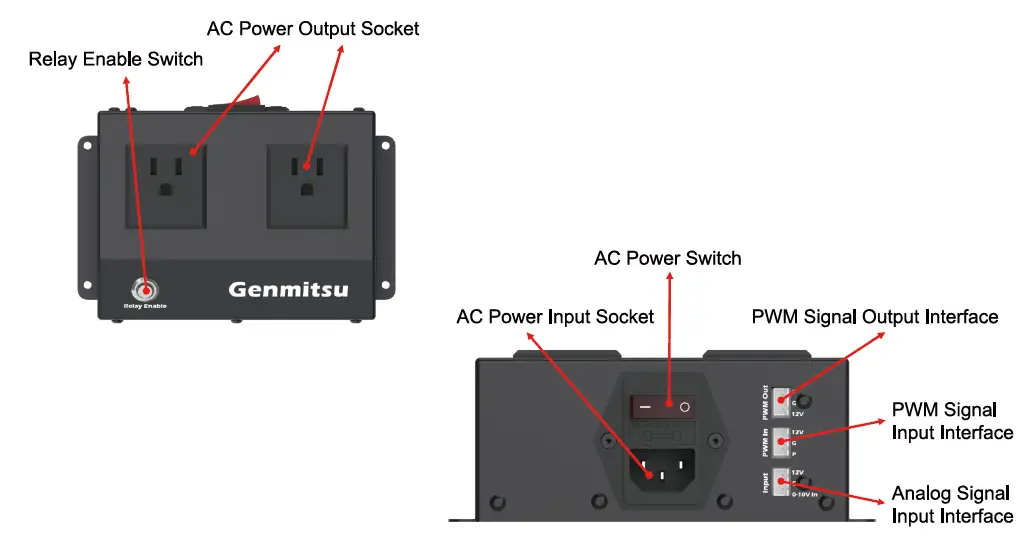
ינטערפאַסעס הקדמה
די פאלגענדע ינסטראַקשאַנז זענען באזירט אויף יו. עס. / דזשפּ רעלע קאָנטראָללער מאָדולע ווי אַן עקסample
קאַבלע קאַנעקשאַן רעפערענץ טיש
| קאַבלע מאַרקינג | אָנווענדלעך קנק ראַוטער מאָדעלס |
| סיגנאַל קאַבלע א | 3018-PRO, 3018-PROVer V2, 3020-PRO MAX V2, 3030-PROVer MAX,
4040-פּראָ, 4040-רענאָ |
| סיגנאַל קאַבלע ב | PROVerXL 4030 V1 |
| סיגנאַל קאַבלע C | 3018-PRO, 3020-PRO MAX |
| סיגנאַל קאַבלע ד | PROVerXL 4030 V2 |
| סיגנאַל קאַבלע E | 3018-PROVER |
אין דעם פאַל פון די 6050 CNC, קאַסטאַמערז וועט דאַרפֿן צו נוצן די לאַזער קייבאַלז וואָס קומען מיט די CNC פֿאַר קאַנעקטינג צו די לאַזער פּאָרט.
וויירינג און קאָנטראָל
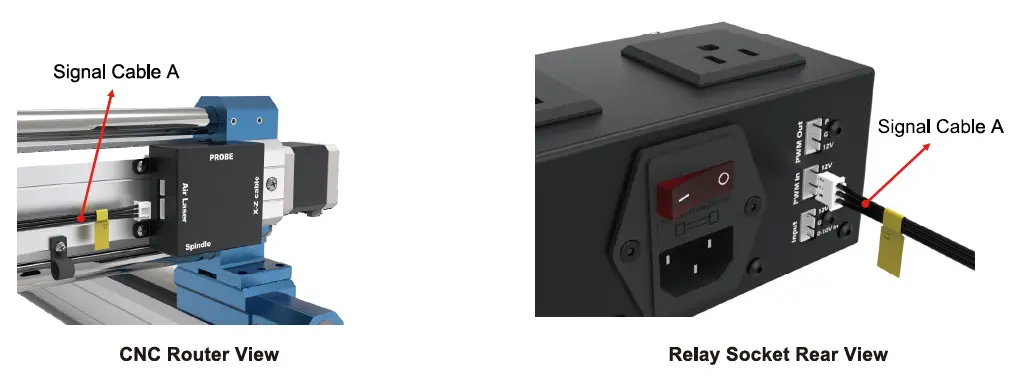
פאַרבינדן די סיגנאַל קאַבלע. (נעמען 4040 PRO און US ווי אַן עקסampל)
קער אַוועק די מאַכט באַשטימען פון די CNC ראַוטער און סעלעקטירן דעם קאַבלע איר דאַרפֿן. צאַפּן קאַבלע אין די לאַזער צובינד פון די קנק מאַשין און די PMW צובינד פון די רעלע מאַכט צושטעלן.
(אָפּשיקן צו בלאַט 1 פֿאַר די קאַבלע קאָרעספּאָנדענץ טיש)
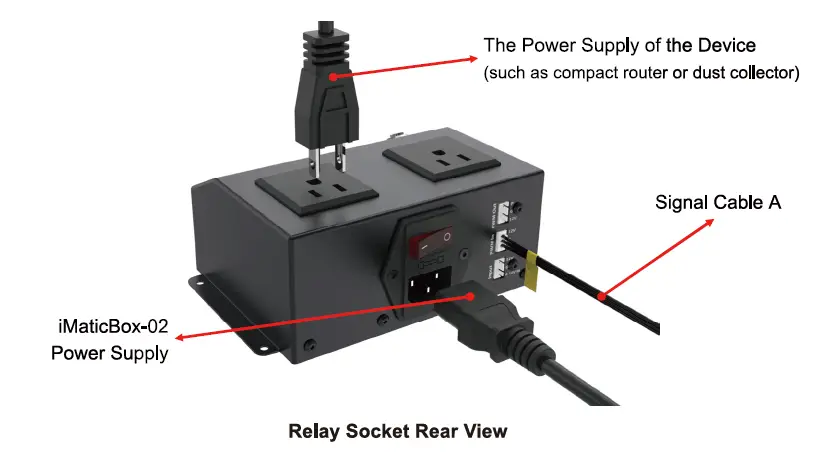
פאַרבינדן די מאַכט צושטעלן
צאַפּן די קייבאַלז ווי געוויזן אונטן און מאַכן זיכער אַז אַלע קייבאַלז זענען טייטלי פארבונדן.
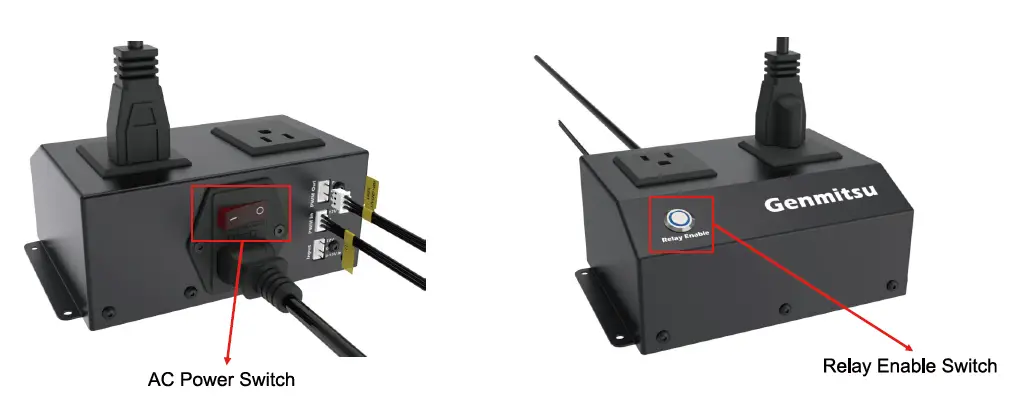
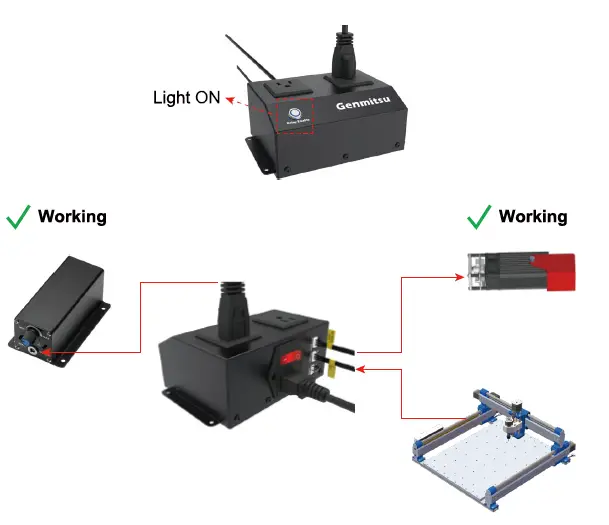
מאַכט אויף
נאָך אַלע די קייבאַלז זענען קאָננעקטעד הצלחה, קער אויף די מאַכט פון די קנק ראַוטער, און קער אויף די אַק מאַכט באַשטימען פון די iMaticBox-02, לעסאָף קער אויף די רעלע געבן באַשטימען. ווען די רעלע געבן באַשטימען ווייזט אַ בלוי ליכט, דאָס מיטל אַז די סיגנאַל אַרייַנשרייַב קאָנטראָל איז אַקטיוו.
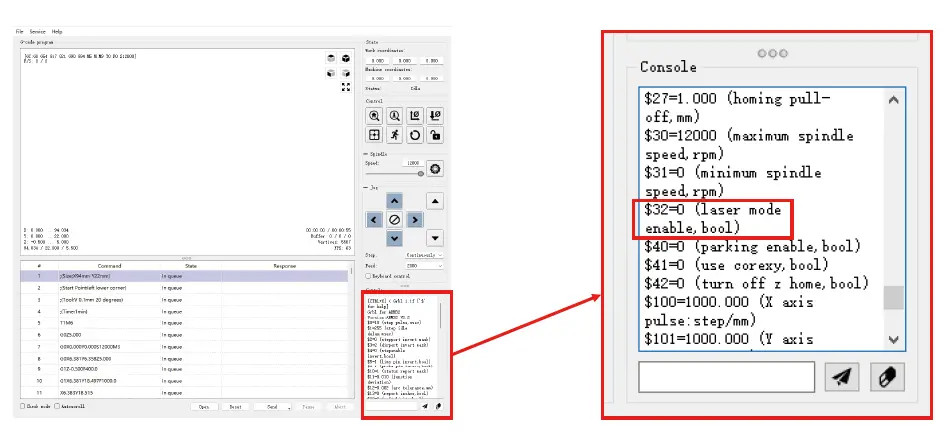
ווייכווארג קאָנטראָל (ליכט ווי אַן עקסampל)
עפֿענען די קאַנדלע קאָנטראָל ווייכווארג, סעלעקטירן און מאַכן זיכער אַז די $32=0.
(באַמערקונג: אין דעם פונט די CNC ראַוטער דאַרף זיין קאָננעקטעד צו די קאָמפּיוטער)
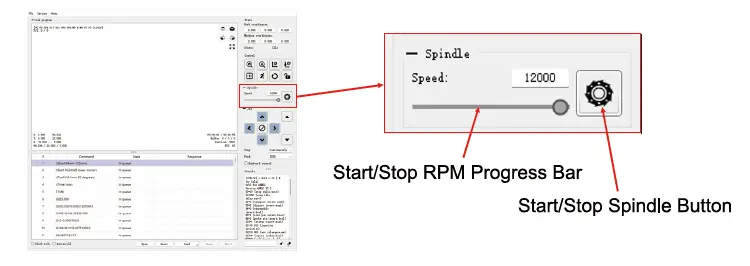
קאָנטראָל אָנהייב / האַלטן (ליכט ווי אַן עקסampל)
- אין די שפּינדל קאָנטראָל געגנט פון קאַנדלע, דריקט אויף די אָנהייב / האַלטן שפּינדל בילדל צו אָנהייבן די שפּינדל מאָטאָר אויף די CNC ראַוטער. אין דער זעלביקער צייט, די מיטל קאָננעקטעד צו די רעלע מאַכט כאָלעל איז ענערדזשייזד, ווען די שפּינדל מאָטאָר איז סטאַפּט, די מיטל קאָננעקטעד צו די רעלע מאַכט כאָלעל איז אויסגעדרייט אַוועק.
- נאָרמאַללי, די שפּינדל גיכקייַט ינקריסיז און דיקריסאַז ווען די שפּינדל סטאַרוסטאָפּ רפּם פּראָגרעס באַר איז דראַגד. ווען די שפּינדל גיכקייַט ענדערונגען, די מיטל קאָננעקטעד צו די רעלע מאַכט ווענטיל טוט נישט פאַרלירן מאַכט. ווען די שפּינדל גיכקייַט פאלן אונטער וועגן 0.5% פון די מאַקסימום גיכקייַט, די מיטל קאָננעקטעד צו די רעלע מאַכט כאָלעל וועט אויך זיין אויסגעדרייט אַוועק.
באַמערקונג: די רעלע מאַכט כאָלעל וועט זיין באגלייט דורך אַ "פּאַפּינג,. די געזונט פון די רעלע ווען עס איז קאַנטראָולד דורך די סיגנאַל, וואָס איז אַ נאָרמאַל דערשיינונג.
צוויי קאַסעס ווען קייפל דעוויסעס זענען קאָננעקטעד
פֿאַר ניצן בלויז PWM קאַנטראָולד דעוויסעס
- אויב איר נאָר נוצן אַ מיטל וואָס דאַרף אַ PWM סיגנאַל (ווי אַ לאַזער מאָדולע) און נישט דער וואָס איז קאָננעקטעד צו די מאַכט כאָלעל, דריקן די רעלע געבן באַשטימען צו קער עס אַוועק. איר וועט זען די בלוי ליכט קער אַוועק ווען עס איז דיאַקטיווייטיד.
- מיט די רעלע געבן באַשטימען אַוועק, די רעלע מאַכט כאָלעל וועט נישט באַקומען קיין קאָנטראָל סיגנאַלז, אַזוי די פארבונדן מיטל וועט נישט האָבן מאַכט ביז איר קער אויף די באַשטימען.
- צו שטעלן די PWM-קאַנטראָולד מיטל, פאַרבינדן איין סוף פון אַ סיגנאַל קאַבלע צו די PWM סיגנאַל רעזולטאַט קאַנעקטער אויף די צוריק פון די רעלע מאַכט ווענטיל.
- דערנאָך פאַרבינדן די אנדערע סוף פון די קאַבלע צו די מיטל איר ווילן צו קאָנטראָלירן מיט די PWM סיגנאַל.

פֿאַר ניצן ביידע PWM און Power Socket Devices
- צו נוצן ביידע אַ PWM-קאַנטראָולד מיטל און אַ מיטל קאָננעקטעד צו די מאַכט כאָלעל, ענשור אַז די רעלע געבן באַשטימען איז אויף. די בלוי ליכט וועט זיין אויף ווען די באַשטימען איז אַקטיוו.
- אין דעם שטאַט, די רעלע מאַכט כאָלעל וועט ריספּאַנד צו ביידע PWM און אַנאַלאָג סיגנאַלז, פּראַוויידינג מאַכט צו די פארבונדן מיטל.
- צו פאַרבינדן די PWM-קאַנטראָולד מיטל ווי אַ לאַזער מאָדולע, צאַפּן איין סוף פון אַ סיגנאַל קאַבלע אין די PWM סיגנאַל רעזולטאַט קאַנעקטער אויף די צוריק פון די רעלע מאַכט ווענטיל.
- צום סוף, פאַרבינדן די אנדערע סוף פון די סיגנאַל קאַבלע צו די מיטל וואָס ריקווייערז PWM סיגנאַל קאָנטראָל.
אַנאַלאָג סיגנאַל קאָנטראָל
ביטע דיסקאַנעקט די מאַכט צושטעלן פון די מאַשין איידער קאַנעקטינג די סיגנאַל קאַבלע. ניצן די סיגנאַל קאַבלע וואָס גלייַכן די מאַשין, פאַרבינדן איין סוף צו די 0-10 וו סיגנאַל רעזולטאַט פּאָרט אויף די ינגרייווינג מאַשין, און די אנדערע סוף צו די אַנאַלאָג סיגנאַל אַרייַנשרייַב פּאָרט אויף די צוריק פון די רעלע מאַכט כאָלעל; אַלע אנדערע קשר אַפּעריישאַנז זענען די זעלבע ווי ווען ניצן PWM סיגנאַל קאָנטראָל.
באַמערקונג: די מאַקסימום אַרייַנשרייַב וואָלtagE פון 0-10 וו אַנאַלאָג סיגנאַל זאָל נישט יקסיד 11 וו, אויב עס יקסידז 11 וו, עס וועט שעדיקן די קאָנטראָל ברעט.

ינסטאַלירן iMaticBox-02 רעלע קאָנטראָללער מאָדולע
די רעלע קאָנטראָללער מאָדולע קענען זיין סיקיורד אויף די דעסקטאַפּ מיט די עלען מוטער-שליסל און סקרוז.
סאַן SMART
מאַכט צו די מאַניאַפאַקטשערערז
y Genmitsu
דעסקטאָפּ קנק & לייזער
 בליצפּאָסט: support@sainsmart.com
בליצפּאָסט: support@sainsmart.com Facebook מעסינדזשער: https://m.me/SainSmart
Facebook מעסינדזשער: https://m.me/SainSmart
הילף און שטיצן איז אויך בנימצא פון אונדזער פאַסעבאָאָק גרופע 2330 Paseo Del Prado, C303, Las Vegas, NV 89102

דאָקומענטן / רעסאָורסעס
 |
Genmitsu iMaticBox-02 PWM רעלע קאָנטראָללער מאָדולע [pdfבאַניצער גייד Genmitsu_iMaticBox_02, 101-63-IMB2-AJ, iMaticBox-02 PWM רעלע קאָנטראָללער מאָדולע, iMaticBox-02, iMaticBox-02 רעלע קאָנטראָללער מאָדולע, פּוום רעלע קאָנטראָללער מאָדולע, רעלע קאָנטראָללער מאָדולע, רעלע קאָנטראָללער, פּוום מאָדולע, מאָדולע |



